- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

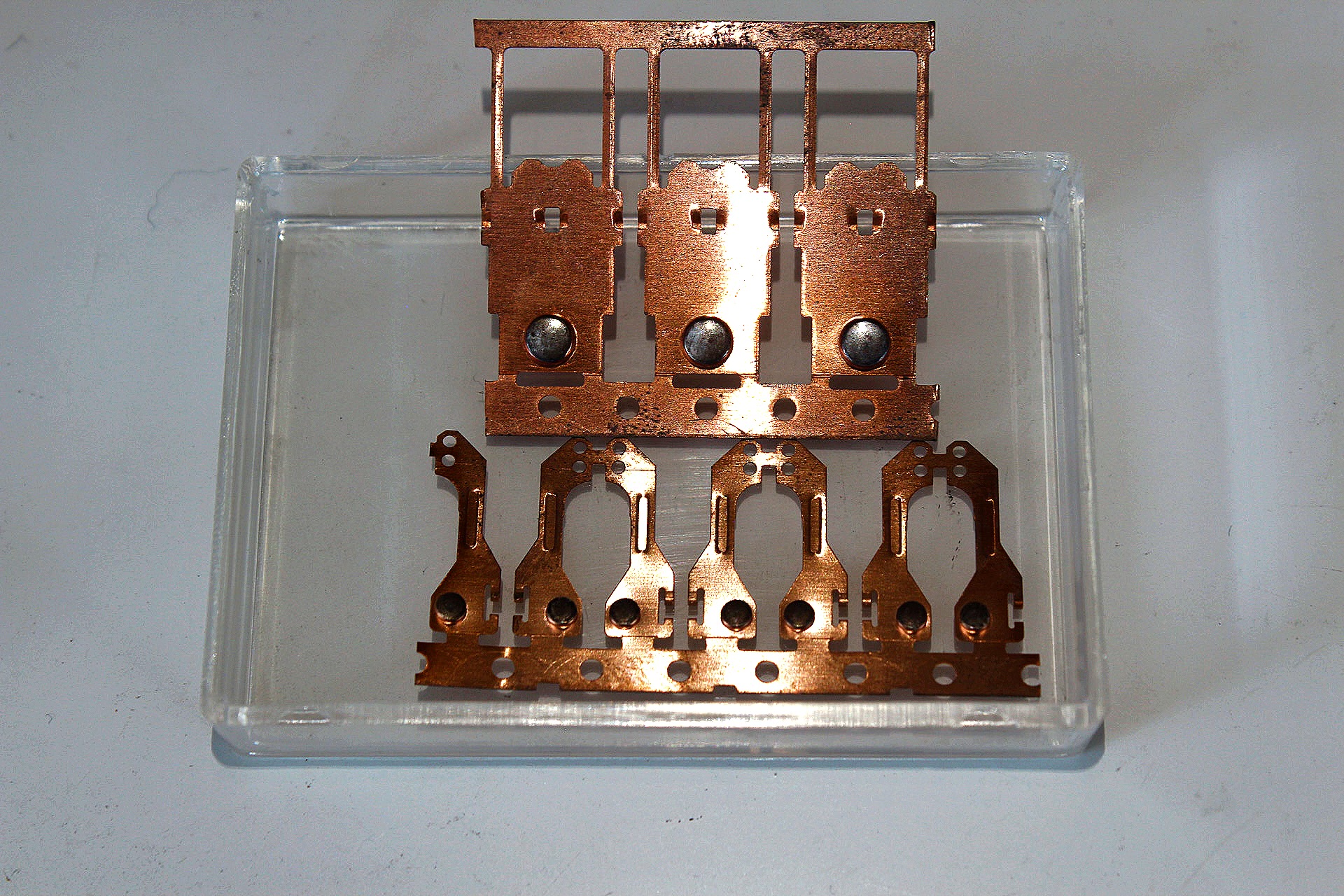
Stämplingsteknik
Att bearbeta metallplåten till den önskade formen är kallformningsprocessen. Standard kallformningsteknik är plåtbearbetning inklusive stansning, smide, extrudering, valsning och dragning. Stämpling är den mest populära kallformningstekniken inom plåtbearbetning och används i flera industrier, inklusive fordonsindustri, elektronisk kommunikation, flyg, byggnadshårdvara, etc.

Vad är metallstämpling?
Stämpling är en tillverkningsmetod som använder trycket från en stämplingsmaskin för att omvandla metallspolar eller plåtar till den erforderliga geometriska formen på en designad form. Med hjälp av stämplingsprocessen kan produktionseffektiviteten förbättras i största utsträckning och precisionsmetallstämplingsdelar kan tillverkas. Genom att optimera processer, system och verktyg blir stämplingen mer industrialiserad.
Stämpelmaskin, stämpelmatris och stans är tre viktiga komponenter i stämplingsprocessen. Skräddarsydda delar kräver skräddarsydda formar, skicka prover eller ritningar, och HY-ingenjörer kommer att förse dig med en kostnadsfri utvärdering och offert. Du kanske tror att metallplattan kommer att producera mycket skäravfall under formstansningsprocessen. Med teknikens framsteg produceras nu mindre och mindre avfall. Genom utformningen av formmatningen kommer inget avfall att lämnas.
Beroende på delens komplexitet kan tillverkningen av varje del kräva många steg, inklusive stansning, stansning, prägling, flänsning och bockning.

Vilka material kan stämplas?
Stämpling fungerar på metalldelar samt vissa plaster och kompositmaterial. Följande är vanliga material för stämpling:
·•Järndelar
·•Aluminium
·•Koppar
·•Mässing
·•Titan
·•Nikrom
·•Polystyren
·•Polypropen
·•MAGMUSKLER
·•Kolfiber
·•Aramidfiber

Typer av stämplingsprocesser
Enligt standardpraxis för stämpling finns det fyra processer: progressiv form, fyrslids, djupdragning och korttidsstämpling.
1. Progressiv formstämpling
Progressiv stämpling är en mycket effektiv stämplingsprocess som ofta används för att producera komplexa delar i stora volymer. I den progressiva stämplingsprocessen passerar metallplåten genom en serie formstationer, och utför gradvis flera stämplingsoperationer för att slutligen slutföra tillverkningen av delen.
Huvuddragen för progressiv formstämpling inkluderar:
•Multistationsdesign: Progressiv formstansning är utrustad med flera stationer, som var och en utför specifika stämplingsoperationer. Genom att passera genom olika arbetsstationer en efter en, utförs flera stämplingsoperationer kontinuerligt för att slutföra formningen av komplexa delar.
•Automatisk drift: Progressiv formstämpling använder vanligtvis automatiserad utrustning för att fungera, inklusive matning, positionering, stämpling, tömning och andra processer. Denna automatisering ökar produktiviteten och konsekvensen och minskar risken för mänskliga fel.
•Hög precision och repeterbarhet: Eftersom varje station exakt kontrollerar positionen och kraften för stämplingsoperationen, kan progressiv formstämpling ha hög precision och repeterbarhet, vilket säkerställer att varje del är av konsekvent storlek och kvalitet.
•Snabb produktion: Progressiv formstansning kan kontinuerligt producera ett stort antal delar på kort tid, vilket förbättrar produktionseffektiviteten och produktionen.
•Mångsidighet: Progressiv formstansning kan utföra flera stämplingsoperationer samtidigt, såsom stansning, stansning, bockning, etc., vilket gör den lämplig för tillverkning av olika former och typer av delar.
Progressiv formstämpling används ofta inom bilindustrin, elektronisk utrustning, hushållsapparater, flyg och andra områden, och är särskilt lämplig för produktion av komplexa metalldelar och komponenter.
2. Fyra reglage stämpling
Fyrglasstämpling är en speciell stämplingsprocess som används för att producera komplexa metalldelar. Den använder en fyrslidsstans för att slutföra flera stämplingsoperationer genom att kontrollera rörelsen av fyra diabilder.
Nyckelfunktioner för stämpling med fyra bilder inkluderar:
•Punch med fyra diabilder: En fyrslidsstans har fyra reglage som styr olika stämplingsoperationer. Varje bild kan röra sig oberoende, vilket möjliggör flexibilitet och mångsidighet.
•Tillverkning av komplexa delar: Stämpling med fyra glidare är lämplig för tillverkning av delar med komplexa former, såsom böjning, vridning, kugghjul, fjädrar etc. Genom att kontrollera rörelsen och positionen för de fyra glidblocken kan komplexa delar bildas.
•Hög precision och stabilitet: Fyrslidsstämpling har hög precision och stabilitet, vilket ger delar med konsekvent storlek och kvalitet. Genom att exakt kontrollera slädens rörelse och stanskraften kan exakta formningsresultat uppnås.
•Effektiv produktion: Fyrglasstämpling kan slutföra flera stämplingsoperationer på kortare tid, vilket förbättrar produktionseffektiviteten och produktionen. Den är lämplig för massproduktion av delar som kräver höghastighetsproduktion.
•Brett utbud av tillämpliga material: Fyra skjutreglage stämpling är lämplig för olika metallmaterial, såsom stål, aluminium, koppar, etc. Den kan hantera material av olika tjocklek och hårdhet för att uppfylla kraven för olika delar.
Stämpling med fyra skjutreglage används ofta inom bilindustrin, elektronisk utrustning, hushållsapparater, hårdvaruprodukter och andra områden. Det är en effektiv, flexibel och exakt stämplingsprocess som kan användas för att producera komplexa former och krävande delar.

3. Djupteckning och stämpling
Ritstämpling är en metallstämplingsprocess som används för att omvandla platta metallmaterial till djupa, tredimensionella former. Den bildar den önskade formen genom att sträcka metallmaterialet till en form.
Huvuddragen för djupteckningsstämpling inkluderar:
•Djupformning: Djupdragsstansning är lämplig för tillverkning av delar med djup, såsom cylindriska delar, skålformade delar, avsmalnande delar etc. Genom att gradvis sträcka och deformera metallmaterialet kan önskat djup och form uppnås.
• Formdesign: Djupdragningsstämpling kräver specialdesignade formar för att klara deformation och sträckning av metallmaterial. En form består vanligtvis av en form och en toppform som samverkar för att bilda önskad delform.
•Hög precision och konsistens: Djupteckningsstämpling har hög precision och konsistens, och kan producera delar med samma storlek och kvalitet. Genom att exakt styra formen på formen och materialets deformation kan exakta formningsresultat erhållas.
•Multi-stage forming: Djupdragningsstämpling kräver vanligtvis flera stämplingsoperationer, som var och en gradvis ökar graden av sträckning och deformation av materialet. Kombinationen av dessa processer möjliggör mer komplexa delformer och större djup.
•Materialval: Djupdragsstansning är lämplig för olika metallmaterial, inklusive stål, aluminium, koppar, rostfritt stål etc. Materialvalet beror på delens krav, faktorer som hållfasthet, korrosionsbeständighet och kostnad.
Djupritningsstämpling används i stor utsträckning inom biltillverkning, tillverkning av hushållsapparater, flyg, industriell utrustning och andra områden. Det är en effektiv, exakt och ekonomisk formningsprocess som kan användas för att tillverka delar av olika djup och tillgodose behoven hos olika industrier.
Vilka är skillnaderna i stämplingsbearbetning?
Olika stämplingsprocesser tillverkas enligt kraven och önskade former.
Böj Bockningsprocessen är relativt lätt att förstå. Arbetsbladet sätts in i en specifik form och pressas med en stans eller kantpress för att skapa önskad böjvinkel genom deformation.PerforeringPerforering är användningen av en stans för att skapa små hål, slitsar eller snitt. Stansformen håller fast arbetsstycket och stansen sänks ner i formen för att skära eller stansa hål i metallplattan. StretchStretching är att dra en metallplåt genom en form för att skapa en specifik form eller form. Den höga slagkraften som genereras av stansen trycker metallplattan mot formen och deformerar den effektivt för att matcha formens tvärsnitt. Prägling är användningen av stansar och stansar för att skapa en upphöjd yta på en plåt. Stämpeln innehåller en negativ bild av den önskade formen, som sedan pressas in i metallplattan och lämnar en upphöjd eller nedtryckt bild på ytan. GjutningSom namnet antyder avser gjutning formningen av plåt till egenskaperna hos ett mynt. Tryck plåten i önskat område med hjälp av två stansar som pressas mot varandra på motsatta sidor av plåten. Härdning innebär att plåt deformeras till en rörform eller profil, såsom ett dörrgångjärn. Denna process utförs vanligtvis med hjälp av specialiserade verktyg eller maskiner, såsom curlingmaskiner eller kantpressar
Det går ut på att vika kanten av en plåt på sig själv för att öka tjockleken på kanten. Flänsning Flänsning är när materialet böjs längs en kurva. Det innebär att man applicerar tryck på en eller flera specifika områden av en metallplåt, vilket får den att böjas och formas längs en kurva. Alla dessa stämplingsoperationer är populära för sin låga kostnad, snabba produktion, komplexa formmöjligheter och noggrannhet. Stämpling är tillgänglig med toleranser från ±0,125 mm till ±1,5 mm.
Tillämpning av stämplingsprocess
Stämplingsdelar finns överallt i vårt dagliga liv, från vanlig hårdvara till avancerade flyg- och rymddelar. Den snabba, enkla processen, låg kostnad och noggrannhet gör den lämplig för olika fordons-, flyg- och medicintekniska produkter.
|
Industriapplikationer |
Användningsområden |
|
Bilindustri |
Bilindustrin spelar en viktig roll i utvecklingen av stämplingsteknik. Ursprungligen utvecklad för att tillverka olika bildelar, är den nu i automations- och datorstyrningsstadiet. Vanliga delar i bilar som använder stämplingsteknik inkluderar karosspaneler, motordelar, transmissionsdelar, fjädringsdelar, inredning etc. |
|
Telekommunikation |
Kontaktdon, brytare, höljen, reläer, transformatorkärnor, etc. |
|
Flyg och rymd |
Stämplingsprocessen producerar en mängd olika flyg- och rymdkomponenter såsom flygkroppskomponenter, motorkomponenter, hjul, bromsar, säten, kabinväggar och vätskesystemkomponenter. |
|
Hushållsapparater |
Tvättmaskinstrumma, kylskåpsdörrfoder, ugnshylla, mikrovågsugn, mixerblad, kaffemaskinsfilter med mera. |
|
Mmilitärt försvar |
Pansarplåtar, hjälmar, magasin, avtryckare, antenner, kontakter, navigationssystem och siktsystem. |
|
Mediska instrument |
Skalpellblad, pincett, pacemakers, konstgjorda leder, medicinska slangar, hängslen, skenor, tandkronor, medicinska sensorer, mikroskop, centrifuger, stetoskop, konstgjorda hjärtklaffar, konstgjorda senor och mer. |